
Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

스레드 토크 각도 방법은 볼트 또는 너트를 초기 토크로 조인 다음 특정 각도로 회전시키는 것입니다. 표적 축력에 따라 볼트를 탄성 영역 또는 오버 리드로 조일 수 있습니다. 장점은 초기 토크 조임 단계가 마찰 계수에 의해 영향을받지만이 단계에서 생성 된 축 방향 힘은 작고 무시할 수 있다는 것입니다.
탄성 영역에서 축력은 볼트의 신장에 비례합니다. 볼트를 특정 각도로 회전시켜 얻은 축력은 마찰 계수의 영향을받지 않습니다. 볼트 축 힘의 분산은 작기 때문에 토크 각도 방법 프로세스는 자동차 및 엔지니어링 기계에서 널리 사용됩니다. 어셈블리 운영이 점점 더 널리 사용되고 있습니다.
토크 각도 강화 기술의 설계를 표준화하고 연결 신뢰성을 향상시키기 위해 오늘날 스크류 마스터는 강도 레벨 8.8, 10.9 및 12.9의 일반적으로 사용되는 메트릭 볼트를 소개합니다. 탄성 영역 및 수율 구역 연결의 토크 각도 조임 방법, 수율 구역의 권장 조임 공정 매개 변수는 모든 사람의 참조를위한 것이지만,보다 정확한 조임 공정 매개 변수는 여전히 테스트 결과를 기반으로 결정해야합니다.
1. 축 방향 힘 계산 공식에 따르면 볼트 축 방향 힘 F는 볼트 신장에 비례합니다. 센서는 자유 상태에서 초음파 웨이브 전송과 볼트의 조여진 상태 사이의 시차를 수신합니다. 시차로부터, 자유 상태와 강화 된 상태에서 볼트의 신장의 변화를 계산할 수 있고, 볼트 축 방향 힘 F를 계산할 수있다.

F- 볼트 축 방향 힘
E- 볼트 재료의 탄성 계수
S- 볼트 단면 영역
ΔL- 볼트의 변형
L- 볼트 클램핑 길이
탄성 섹션 토크 각도 조임 공정. 이 어셈블리 방법에서 프로세스의 최종 값 범위는 탄성 영역에서 제어되고 볼트 사용률은 65%이상입니다.
수율 영역 토크 각 조임 공정,이 어셈블리 방법에서 프로세스의 최종 값 범위는 수율 구역에서 제어되고 볼트 사용률은 100%입니다.
3. 적용 가능한 토크 각도 공정의 범위
ㅏ. 조립 후 빈번한 분해, 수리 및 교체가 필요한 부품은 수율 구역 강화 공정에 적합하지 않습니다.
비. 클램핑 된 부분이 얇은 플레이트 (클램핑 두께 <1d) 인 경우 토크 각도 조임 공정은 권장되지 않습니다.
4. 토크 각도 프로세스에 대한 두 가지 주요 항
1) 임계 값 토크 MS- 조인트 부품을 맞추는 데 사용되는 토크. 이 토크 전에 토크 제어 방법이 채택 되고이 토크 후에는 각도 제어로 전환됩니다.
2) 토크 각도 프로세스의 두 번째 단계에 의해 제어되는 공정 각도 WA- 각도 값. 이 코너를 설치 한 후 완료된 조립 프로세스가 끝납니다.
5. 토크 및 각도 프로세스 매개 변수 설정
토크 각도 조임 공정에는 토크 각도 인장력 테스트 결과를 기반으로 두 가지 프로세스 파라미터 (임계 값 토크 MS 및 프로세스 각도 WA)가 결정되어야합니다. 초음파 축력 테스터, 전기 강화 기계 및 마찰 계수 테스트 머신과 같은 장비는 테스트에 사용해야합니다.
시험 시작시 초기 토크는 일반적으로 수율 토크의 약 30%입니다. 회전 각도는 볼트의 수율에 따라 설계 될 수 있습니다. 정확하게 계산할 수없는 경우, 더 작은 회전 각도로 시작하고 점차적으로 각도를 증가시켜 실험에 필요한 볼트 수율을 얻을 수 있습니다. 모서리. 곡선이 얻어지면 임계 값 토크를 조정할 수 있으며, 표적 축력 값에 따라 프로세스 코너의 각도를 얻을 수 있습니다.
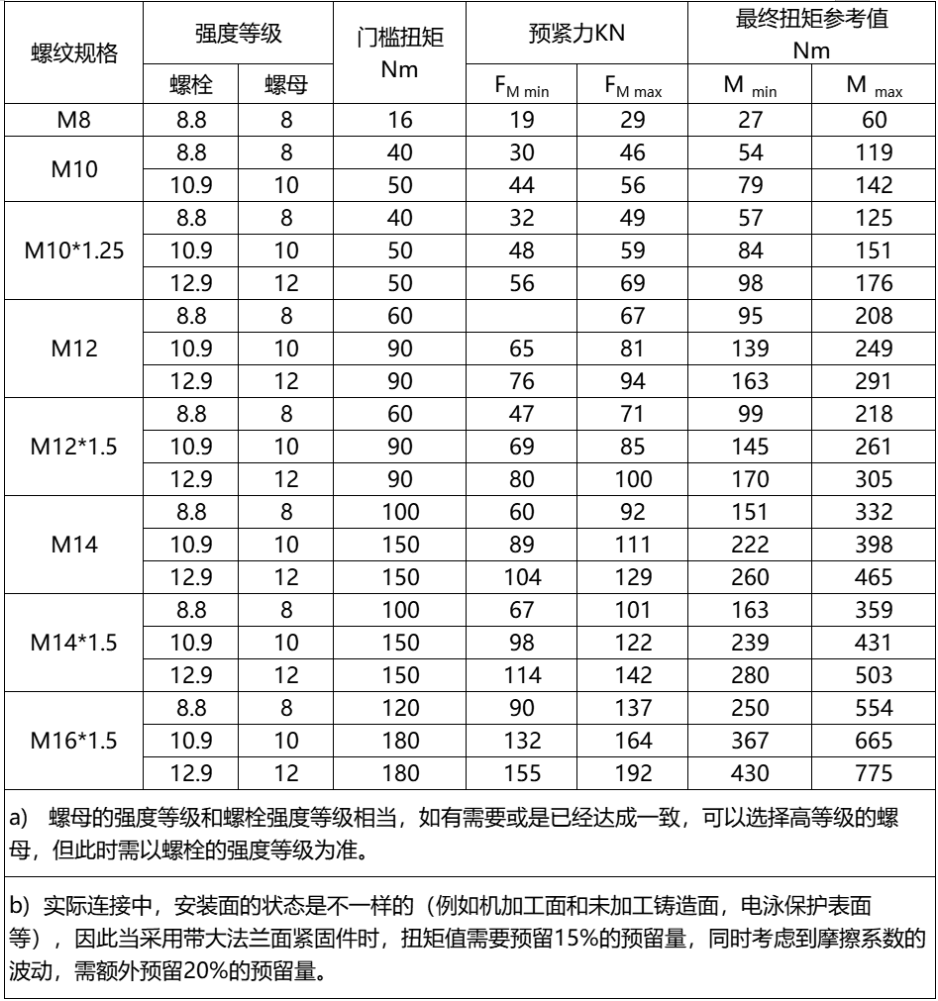
 6. 수율 영역에서 토크 및 각도에 대한 공정 매개 변수의 권장 값
6. 수율 영역에서 토크 및 각도에 대한 공정 매개 변수의 권장 값일반적으로 권장되는 수율 값, 토크, 각도, 프로세스 토크 및 예압 파라미터 값은 표 1 및 그림 2에 나와 있습니다.
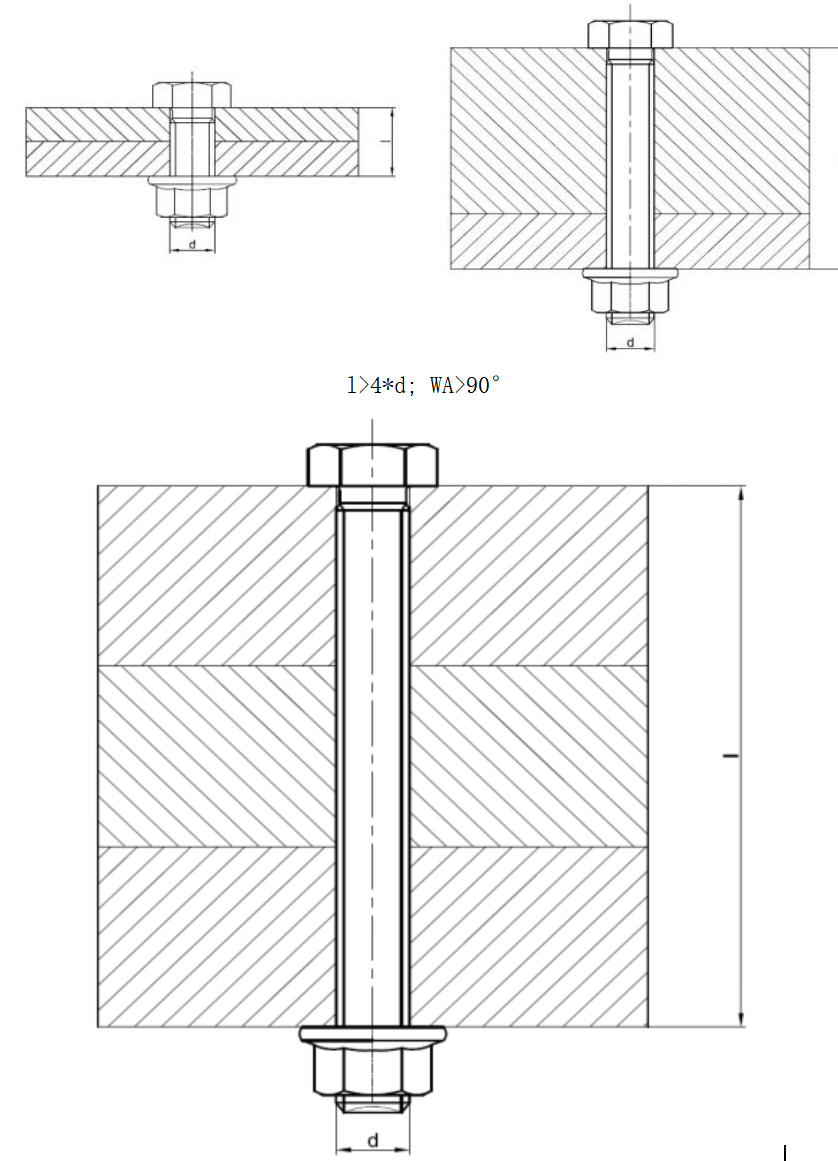
다른 클램핑 길이에서 프로세스 각도 WA
WA <90, 권장 45º; WA> 90, 권장 180º
l <1*d; wa <90 ° 1*d≤1≤4*d; WA = 90 °
볼트 강도 외에도 다른 여러 변수는 초기 마찰 계수 및 헤드의 마찰 반경을 포함하여 최종 토크 값에 영향을 줄 수 있습니다. 따라서, 표에 주어진 최종 토크는 기준 값이며, 이들은 GB/T16674.1에 언급 된 작은 일련의 육각형 플랜지 볼트에만 적용됩니다.
GB/T5789/5790에 언급 된 큰 헤드 플랜지 페이스 볼트를 사용하면 최종 토크 값이 약 20%증가합니다.
탄성 구역의 토크 및 각도 공정 파라미터는 공동 테스트 결과 및 대상 예압 (축 방향 힘) 설계 요구 사항에 따라 결정됩니다. 동시에 다음 경험을 참조 할 수 있습니다.
임계 값 토크 MS : 표 1에 권장되는 임계 값 토크 채택
프로세스 코너 WA : 프로세스 코너로 45º를 사용하십시오.
수율 구역에서 어셈블리의 축 방향 예압 힘의 계산 공식 :
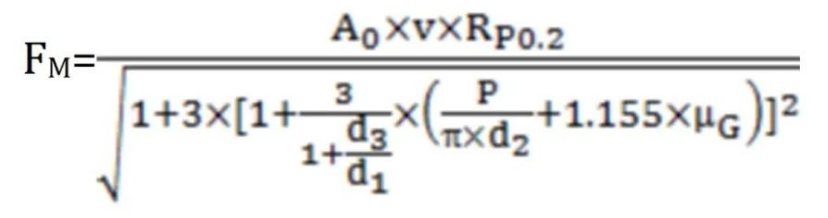
A0- 볼트의 최소 응력 단면 영역
υ - 볼트 항복 강도 활용 계수, 수율 구역 어셈블리 υ = 1
RP0.2- 볼트 항복 강도
D2- 스레드 피치 직경
D3- 나사 부품의 최소 단면 직경
μg- 스레드 쌍의 마찰 계수
수율 구역에서 어셈블리의 최종 토크를 계산하기위한 공식 :

FY- 볼트 수율 축 방향 힘
μges- 포괄적 인 스레드 마찰 계수
P- 스레드 피치
D2- 스레드 피치 직경
DW- 패스너 헤드의 하부 지지대의 외경
DH- 패스너 헤드 아래지지 표면의 내 직경
과도한 수익성 스레드 연결을 조일 때 볼트의 강도 및 마찰 계수에 따라 사전 조건 힘과 토크가 결정됩니다. 볼트 강도가 최대치이고 스레드의 마찰 계수가 최소 일 때 최대 사전 조열력이 나타납니다. 동시에 볼트 강도가 최대이고 마찰 계수가 최소 일 때 최대 토크가 나타납니다. 계수가 최대 인 경우.

FV- 축 방향 예압
RP0.2- 볼트 항복 강도
FM- 조립 축압
FH- 보조 변수
M- 토크
μ- 마찰 계수
LET'S GET IN TOUCH
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.